Расчет и оптимизация листовых раскроев. Применяется для расчета раскроев плит ДСП, ДВП, МДФ, листов метала, стекла ...
Пример
Размер листа: 1200мм х 1000мм
Торцовка по длине: 20мм
Толщина пилы: 10мм
Полезная ширина листа: 1000-(20+10)*2=940мм
(См. рис. 1)
Значение задается с точностью до 0.0001 и должно быть не меньше нуля. Если значение равно нулю, то торцевание не будет проводиться.
Пример
Размер листа: 1200мм х 1000мм
Торцовка по ширине: 20мм
Толщина пилы: 10мм
Полезная длина листа: 1200-(20+10)*2=1140мм
(См. рис. 1)
Значение задается с точностью до 0.0001 и должно быть не меньше нуля. Если значение равно нулю, то торцевание не будет проводиться.
Значения "минимальный отступ снизу" и "минимальный отступ справа" можно переопределить используя кнопку/ссылку "Минимальный отступ в конце".
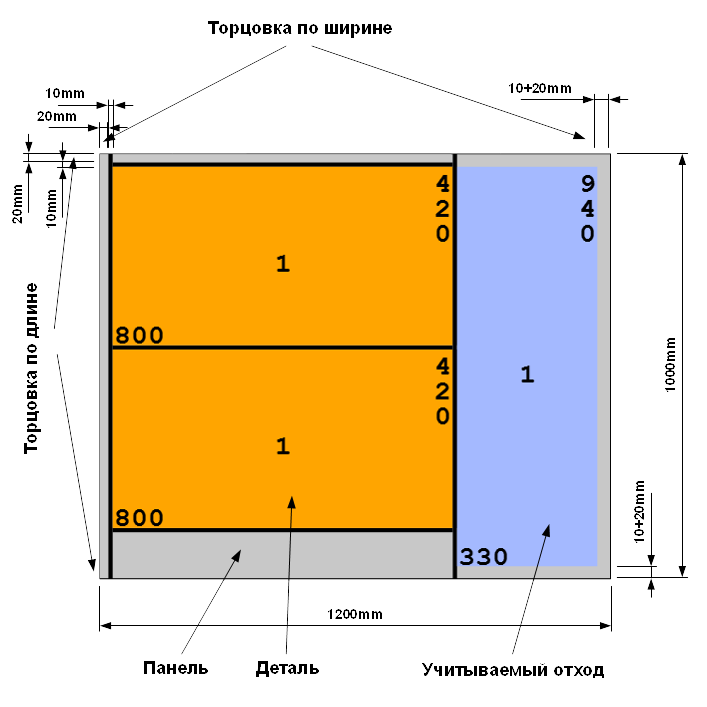
Рис 1. Торцовка
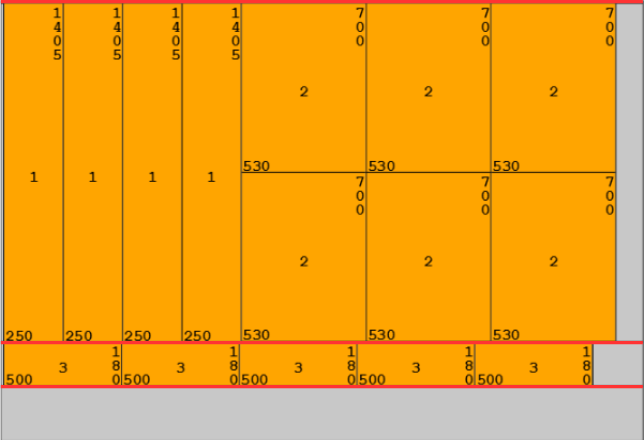
Рис 3. Первые резы по длине.
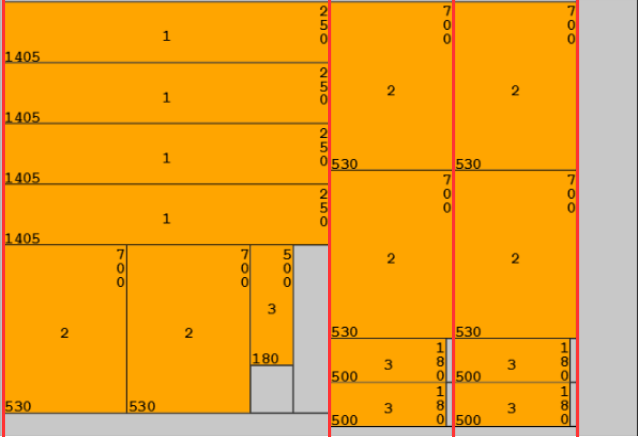
Рис 3. Первые резы по ширине.
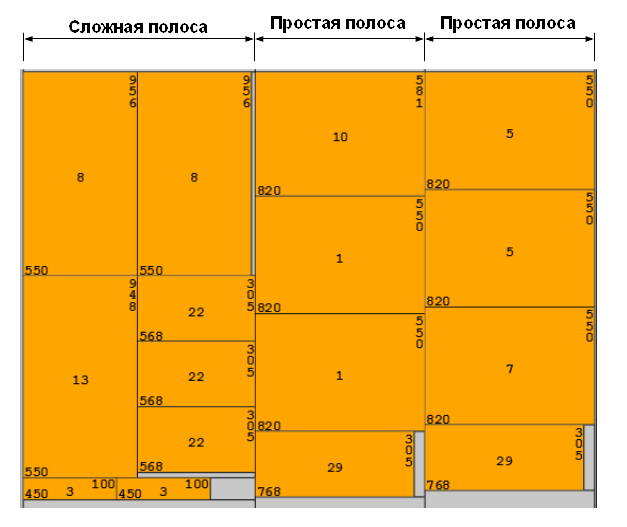
Рис 2. Сложные и простые полосы
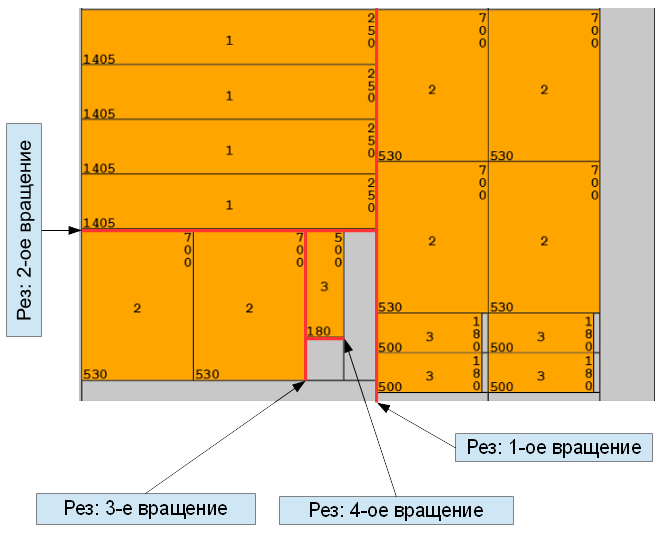
Рис 3. Вращения/резы
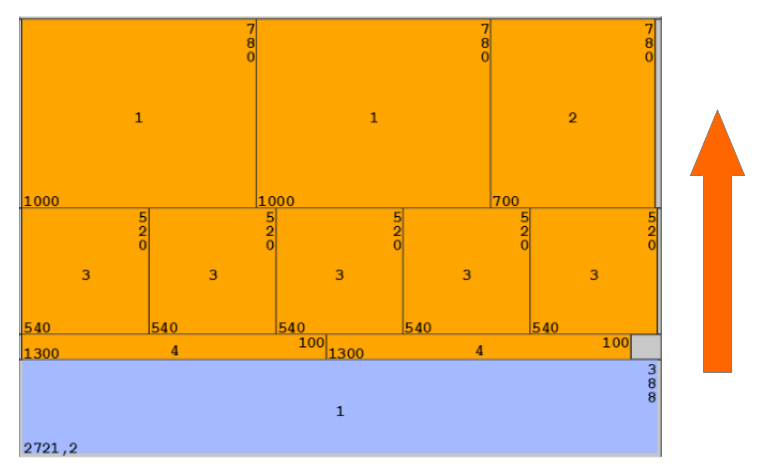
Рис 4.1.1 Сортировано по убыванию.
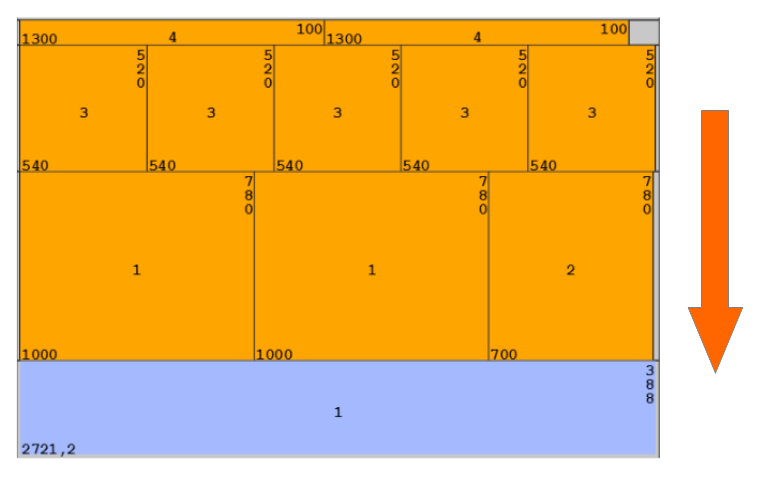
Рис 4.1.2 Сортировано по возрастанию.

Рис 4.1.3 Узкие в центр. Позволяет снизить напряжение в материале.
Рис 4.2.1 Сортировано по убыванию.
Рис 4.2.2 Сортировано по возрастанию.
Рис 4.2.3 Узкие в центр. Позволяет снизить напряжение в материале.
кратность = высота пакета / толщина материала
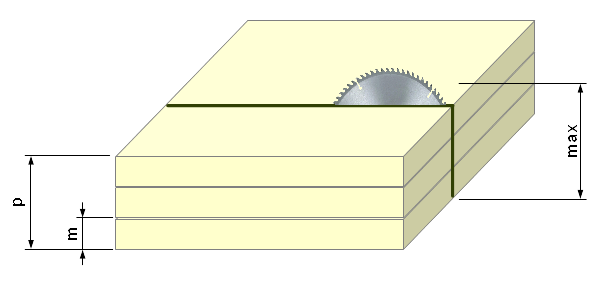
Рис 5. Высота пакета и кратность.
max - максимальная высота пакета;
m - толщина материала;
p - пакет.
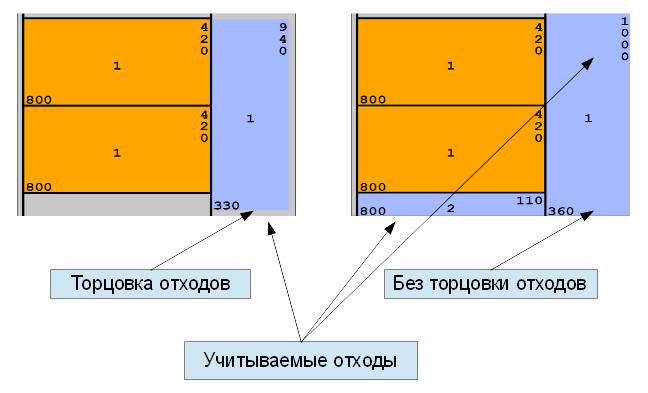
Рис 6. Торцовка остатков
"расход материала" = "площадь деталей" x (2-"Расчетный процент заполнения"/100)
| Действие | Иконка | Сочетания клавиш |
| Сохранить текущие параметры для использования по умолчанию |  |
|
| Справка |  |
[F1] |
| Действие | Иконка | Сочетания клавиш |
| Свойства детали |  |
[CTRL]+[SPACE] |
| Смена кромки в полях ОВ, ОН, ОЛ, ОП. | [SPACE] | |
| Смена кромок по периметру. | [SHIFT]+[SPACE] | |
| Вставить строку |  |
[CTRL]+[PAGE UP] |
| Добавить строку | [CTRL]+[PAGE DOWN] | |
| Удалить |  |
[DEL] ,[SHIFT]+[DEL] |
| Переместить строку вверх |  |
[CTRL]+[UP] |
| Переместить строку вниз |  |
[CTRL]+[DOWN] |
| Вправо с переходом на новую строку вниз (Добавление строки в самом конце) | [TAB], [ENTER] | |
| Влево с переходом на строку вверх | [SHIFT TAB], [SHIFT ENTER] | |
| Вниз с переходом на первую ячейку (Добавление строки в самом конце) | [CTRL TAB], [CTRL ENTER] | |
| Первая строка |  |
[HOME] |
| Предыдущая строка |  |
[UP] |
| Следующая строка |  |
[DOWN] |
| Последняя строка |  |
[END] |
| Вставить |  |
[CTRL]+[V] |
Порядок и тип колонок в программе источнике должен соответствовать таблице деталей (Д-на, Ш-на, Кол, Ткт, ОВ, ОН, ОЛ, ОП, Наименование). В программе источнике выделите необходимые ячейки и скопируйте их в буфер обмена (CTRL+C). Кликните мышкой в GibLab в таблице деталей и нажмите CTRL+V. Если названия кромок/оклейки в столбцах ОВ, ОН, ОЛ, ОП, в вставляемых данных будут отсутствовать в перечни операций, то они будут добавленный в виде новые операций кромкоблицовки.
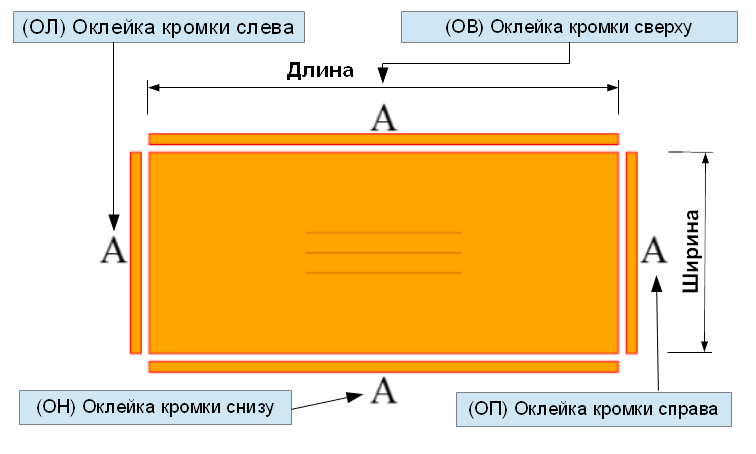
Рис 7. Параметры детали.
Листы - материал для раскроя.
Остаки - остатки материала после оптимизации, размеры которых больше параметров Мин. размер остатка первой стороны / Мин. размер остатка второй стороны.
Деловой остаток - остаток, площадь которого больше параметра Площадь делового остатока.
| Действие | Иконка | Сочетания клавиш |
| Вставить строку | |
[CTRL]+[PAGE UP] |
| Добавить строку | [CTRL]+[PAGE DOWN] | |
| Удалить | |
[DEL] ,[SHIFT]+[DEL] |
| Переместить строку вверх | |
[CTRL]+[UP] |
| Переместить строку вниз | |
[CTRL]+[DOWN] |
| Вправо с переходом на новую строку вниз (Добавление строки в самом конце) | [TAB], [ENTER] | |
| Влево с переходом на строку вверх | [SHIFT TAB], [SHIFT ENTER] | |
| Вниз с переходом на первую ячейку (Добавление строки в самом конце) | [CTRL TAB], [CTRL ENTER] | |
| Первая строка | |
[HOME] |
| Предыдущая строка | |
[UP] |
| Следующая строка | |
[DOWN] |
| Последняя строка | |
[END] |
Для оптимизации раскроя нажмите - ![]() Раскроить
Раскроить
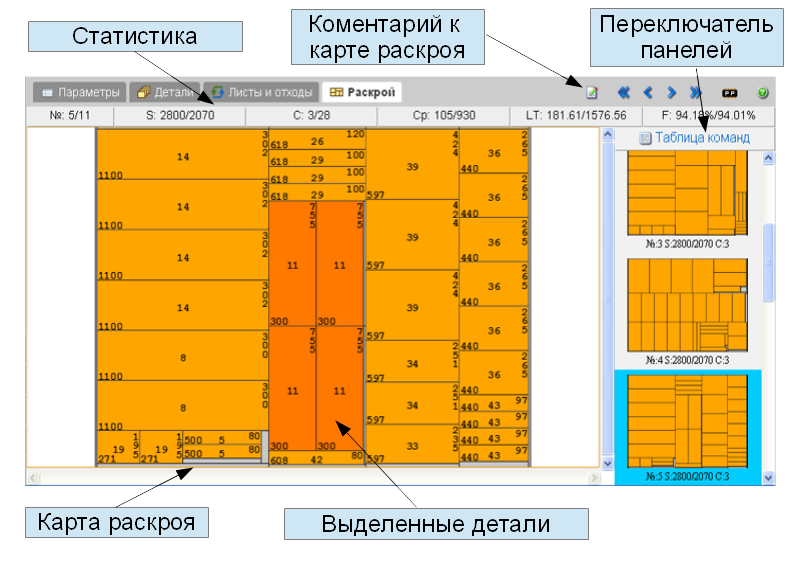
Рис 8. Карты раскроя
Для масштабирования карты раскроя используйте скролер мышки.
| Действие | Иконка | Сочетания клавиш |
| Коментарий |  |
[F2] |
| Первая карта раскроя | |
[HOME] |
| Предыдущая карта раскроя | |
[UP] |
| Следующая карта раскроя | |
[DOWN] |
| Последняя карта раскроя | |
[END] |
| Постпроцессор (Конвертация в формат пильной станции) |  |
Таблица команд
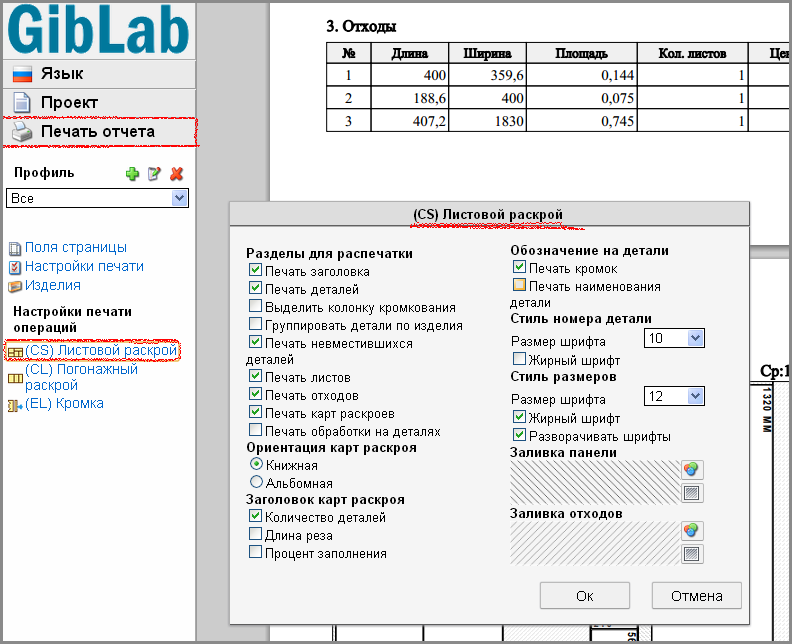
Рис 9. Настройка печати.